精密陶瓷制造商
氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098





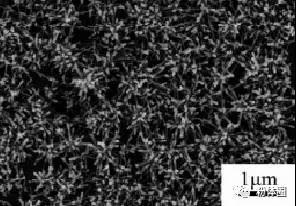
氮化铝(AlN)是一种六方纤锌矿结构的共价键化合物,晶体结构和微观组织如图1所示。室温强度高、热膨胀系数小、抗熔融金属侵蚀的能力强、介电性能良好,这些得天独厚的优点使其成为高导热材料而引起国内外的普遍关注。作为高性能的介电陶瓷,氮化铝可以取代碳化硅,甚至部分取代氧化铝,被视为新一代很有发展前途的优良的基片材料。钧杰陶瓷先进陶瓷与金属相比,具有高硬度、高强度、耐高温(耐火)、特种损、耐腐蚀、耐酸碱、抗氧化、绝缘、无磁性、 化学稳定性好等优异性能,所以它常常用在金属材料无法胜任的环境中。先进陶瓷的用途前景广阔,广泛用在航天、 航空、军工、核能、机械、纺织、化工、电子、食品、医疗等各行各业中。我们的先进陶瓷产品材质有氧化锆(ZrO2)、氧化铝(Al2O3)、氮化硅(Si3N4)等。我们的产品有两部分:一部分是陶瓷棒、管、套、板、块、条等陶瓷材料,另一部分是工业用的精密陶瓷零件和民用产品。公司有先进的陶瓷成型、烧结、加工一条龙设备和技术。希望与海内外客户进行广泛的真诚的合作。咨询钧杰陶瓷联系电话:134 128 56568。
一、常见的AlN坯体成型方法
由氮化铝粉末制备氮化铝陶瓷坯体,需要利用成型工艺把粉体制备成坯体,然后再进行烧结工作。氮化铝成型工艺主要有干压成型、等静压成型、流延法成型和注射成型等。
1、干压成型
为干压成型机。干压成型(轴向压制成型)是将经表面活性剂改性等预处理的 AlN 粉体加入至金属模具中,缓慢施加压力使其成为致密的坯体成型工艺。实质是借助外部施压,依靠AlN粉末颗粒之间的相互作用力使坯体保持一定的形状和致密度高致密坯体,其有利于陶瓷烧结,可以降低烧结温度,提高陶瓷致密度。由于AlN粉末易水解,干压成型中常用的水-聚乙烯醇(PVA)不能用于AlN粉末的压制,可选用石蜡与有机溶剂代替。

2、等静压成型
等静压成型是传统干压法的改进方法,将AlN 粉体置于高压容器中,利用液体的不可压缩性和液体对压力传导的特性,将粉体置于弹性材料制造的成型模具中,从不同的方向对待压粉体进行均匀施压,以液体对模具进行加压而使坯体成型的方法。
优点:
坯体的致密度较高,密度分布均一,可以近净尺寸成型。
缺点:
成型设备昂贵,且存在脱模问题,限制了将其应用于大规模的工业生产。
3、流延成型
流延成型法是一种十分重要的陶瓷基片的成型工艺。将AlN 粉体与复合粘合剂(分散剂、溶剂、粘结剂和增塑剂组成)混合均匀后得到 AlN 流延料浆,除气等过程处理后的浆料倒入料斗,经刮刀口后,形成厚度均匀、表面光滑附着于光滑带上的薄层,再经干燥后制备成具有良好韧性的坯体;排胶烧结之后得到 AlN 基片材料。
优点:
设备简单,可以连续操作,生产率高,自动化程度高等。
缺点:
要求较为严格,料浆就工艺参数的变化十分敏感,成型坯体表面粗糙且结合不充分,强度较低,干燥过程中易出现起泡开裂、弯曲变形等现象;同时流延成型只能用于片状材料的生产。
4、注射成型
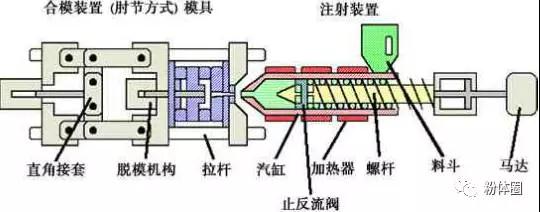
AlN陶瓷注射成形是粉末注射成形应用于陶瓷粉末成型的一种方法,以塑料注射成形工艺为基础,经过技术改进而产生的成型技术。其基本过程为先在AlN粉末中加入粘结剂并使其混合均匀,形成具有粘塑性的喂料,在加热状态下,利用注射成型机将喂料注入模具模腔内冷凝成型,经过加热去除粘结剂后,便可用于烧结,如图3所示。喂料的流变性是影响注射成型成品质量的一个重要因素,通常我们希望喂料粘度较低,这就要求原料粉末与粘结剂相容性要好,而且混合均匀。
优点:
致密度高,密度分布均匀,可用于复杂形态坯体成型,且成型精度高,无需后期机械加工。
缺点:
易出现欠注、飞边、熔接痕、气穴等缺陷影响AlN陶瓷烧结。
制备好的坯体需要经过高温烧结,才能获得高致密度和优良性能的AlN陶瓷,从而在各个领域得到广泛应用。AlN作为高熔点的强共价键化合物,原子自扩散系数小,烧结出致密零件难度大,必须选择合适的烧结方法,并严格控制烧结条件,才能制得具有高致密度和所需优良性能的AlN陶瓷。
二、常见的AlN烧结方法
烧结是指陶瓷粉体经压力压制后形成的素坯在高温下的致密化过程,在烧结温度下陶瓷粉末颗粒相互键联,晶粒长大,晶界和坯体内空隙逐渐减少,坯体体积收缩,致密度增大,直至形成具有一定强度的多晶烧结体。
氮化铝作为共价键化合物,难以进行固相烧结。通常采用液相烧结机制,即向氮化铝原料粉末中加入能够生成液相的烧结助剂,并通过溶解产生液相,促进烧结。
AlN烧结动力:粉末的比表面能、晶格缺陷、固液相之间的毛细力等。要制备高热导率的AlN陶瓷,在烧结工艺中必须解决两个问题:第一是要提高材料的致密度,第二是在高温烧结时,要尽量避免氧原子溶入的晶格中。常见的烧结方法如下:
1、常压烧结
常压烧结是AlN陶瓷传统的制备工艺。在常压烧结过程中,坯体不受外加压力作用,仅在一般气压下经加热由粉末颗粒的聚集体转变为晶粒结合体,常压烧结是最简单、最广泛的的烧结方法。常压烧结氮化铝陶瓷一般温度范围为1600-2000℃,适当升高烧结温度和延长保温时间可以提高氮化铝陶瓷的致密度。由于AlN为共价键结构,纯氮化铝粉末难以进行固相烧结,所以经常在原料中加入烧结助剂以促进陶瓷烧结致密化。常见的烧结助剂包括碱土金属类化合物助剂、稀土类化合物助剂等。一般情况下,常压烧结制备AlN陶瓷需要烧结温度高,保温时间较长,但其设备与工艺流程简单,操作方便。
2、热压烧结
为了降低氮化铝陶瓷的烧结温度,促进陶瓷致密化,可以利用热压烧结制备氮化铝陶瓷,是目前制备高热导率致密化AlN陶瓷的主要工艺方法之一。所谓热压烧结,即在一定压力下烧结陶瓷,可以使加热烧结和加压成型同时进行。以25MPa高压,1700℃下烧结4h便制得了密度为3.26g/cm3、热导率为200W/(m.K)的AlN陶瓷烧结体,AlN晶格氧含量为0.49wt%,比1800℃下烧结8h得到的AlN烧结体的晶格氧含量(1.25wt%)低了60%多,热导率得以提高。
3、高压烧结
AlN陶瓷高压烧结与热压烧结类似,只不过施加的外来压力更高,一般称在大于1GPa高压下进行的烧结为高压烧结。其不仅能够使材料迅速达到高致密度,具有细小晶粒,甚至使晶体结构甚至原子、电子状态发生变化,从而赋予材料在通常烧结或热压烧结工艺下所达不到的性能。利用两面顶高压设备弋Y2O3为烧结助剂在5.15×109MPa、1700℃和115min高温条件下之烧结致密度为3.343g/cm3的AlN陶瓷。相比常压烧结,高压烧结的AlN材料微观机构更致密和均匀,但晶粒形貌和晶界不明显。N. P. Bezhenar利用X光衍射分析了8GPa、2300K条件下烧结的AlN和c-BN复合材料,结果发现AlN晶体晶胞体积减少了0.10-0.12%,晶格参数c/a比减少到1.595-1.597(常压下AlN的c/a为1.59955).
4、气氛烧结
气氛烧结一般是通过AlN坯体与气相在烧结温度下的化学反应,使得坯体质量增加,孔隙减少。气氛烧结氮化铝陶瓷是利用铝粉在氮气中的氮化反应形成氮化铝粉末并在高温下烧结在一起。气氛烧结AlN陶瓷的反应过程实质上就是铝粉直接氮化法制备氮化铝粉,此反应为放热反应并且非常剧烈。气氛烧结法因难以得到致密的烧结体,常被用来制造坩埚等耐腐蚀、高强度的制品,但不适合制造高导热基板。
5、放电离子烧结
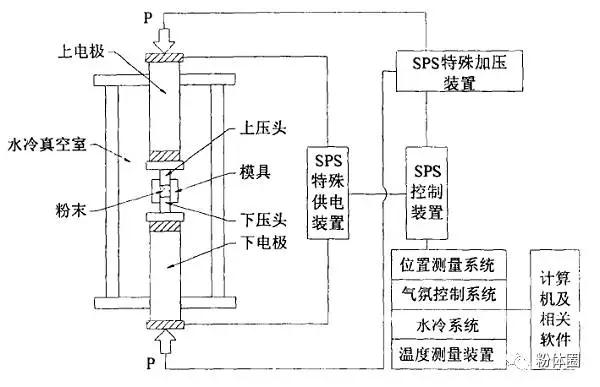
放电离子烧结(Spark Plasma Sintering,SPS)是一种上世纪90年代发展起来且现已逐渐成熟的新型快速烧结技术,融合等离子活化、热压、电阻加热等技术,具有烧结速度快,晶粒尺寸均匀等特点,设备示意图见图4。放电离子烧结除具脉冲电流通过石墨模具产生的焦耳热和热压烧结过程中压力造成的塑性变形等要素外,根据传统烧结理论,脉冲电流还能在AlN坯体颗粒之间的尖端处产生电压,并产生局部放电现象,所产生的等离子,撞击颗粒表面,导致物质蒸发,可以达到净化颗粒表面和活化颗粒的作用。利用放电离子烧结技术在1730℃、50MPa的条件下,只用5min便可烧结出相对密度为99.3%的AlN陶瓷材料。
6、微波烧结
微波烧结自70年代被引入陶瓷领域以来,受到研究者的广泛关注。利用微波与介质的相互作用产生介电损耗而使坯体整体加热的烧结方法;微波同时使粉末颗粒活性提高,有利于物质的传递,图5为微波烧结炉实物图。微波烧结也是一种快速烧结法,虽然机理有所不同,但是微波烧结与放电离子烧结都能实现整体加热而极大的缩短烧结时间,并抑制晶粒生长,所得陶瓷晶体细小均匀。使用Nd2O3-CaF2-B2O3作烧结助剂,以微波在1250℃低温烧结,可以得到热导率为66.4W/(m?K)的AlN陶瓷。

可以看出,AlN陶瓷无压烧结能应用在基片材料的烧结,应用最为广泛;热压烧结虽是目前研究比较多的制备手段,能够获得高热导率的AIN陶瓷,但也有其缺点:能耗大、产能低、烧结温度高;放电离子烧结作为一种比较新的烧结手段,具有高效能、可在较低温度下烧结等特点,但产率不高,综合成本偏高,需进一步研究。


