精密陶瓷制造商
氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098





陶瓷注射成型(简称CIM)是将聚合物注射成型方法与陶瓷制备工艺相结合而发展起来的一种制备陶瓷零部件的新工艺。目前,陶瓷注射成型工艺发展迅速、用途广泛,制备的各种产品已用于航空航天工业、电子业、医疗卫生业、机械行业等领域。
注射成型典型产品和应用领域
其基本工艺过程可分为4个阶段:喂料制备、注射成型、脱脂和烧结。与传统的干压成型技术相比,注射成型法有以下优势:(1)成型过程自动化程度高,可大批量生产形状复杂、尺寸精度高、体积小的陶瓷部件;(2)成型的陶瓷生坯结构密实,质量分布均匀,最终烧结后的性能也优于传统成型;(3)注射成型是一种近净尺寸成型工艺,生产出的产品具有极高的尺寸精度和表面光洁度,无需(或只需微量)后续加工,大幅降低了生产成本。
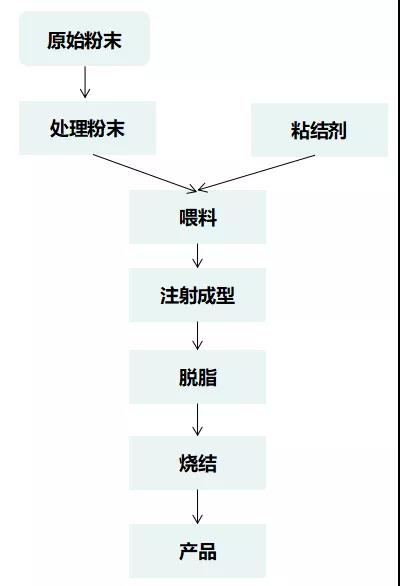
陶瓷注射成型工艺流程
喂料制备
喂料是通过捏合、均匀搅拌、挤压等方法,在一定的温度下将粉体与粘结剂混炼成均匀的、稳定的悬浮体,喂料的制备在整个陶瓷注射成型过程中占据着很重要的位置。粉末具有固含量高、流动性好、成分均匀的特性,在注射成型过程中能生成完整的、没有缺陷的生坯。相反,如生坯成分不均匀或有缺陷,则烧结的成品会影响产品的性能。
将陶瓷粉体和粘结剂混合,是注射成型工艺的第一步,这一过程依赖于陶瓷粉体与粘结剂之间的润湿能力和外加机械力的作用。由于在混料过程中所产生的缺陷,无法通过后续的工艺消除,因此混料阶段也是决定注射成型质量的关键。混炼过程最主要的缺陷是混合料的不均匀,包括粉体与粘结剂分离和颗粒粒径造成的粉末在粘结剂中偏析,都会影响最终陶瓷件的密度降低和结构变形。
注射成型
注射工艺包括注射、保压和冷却定型三个阶段,即先将粉料加热软化后注入模具内,在模具内保压一段时间,最后冷却制备出所需形状坯体件的过程。注射工艺过程中每个阶段都至关重要,控制不当会使得陶瓷件形成裂纹、分层、粉体和有机粘结剂分离等众多缺陷。因此,只有控制和优化注射成型工艺参数才能提高产品的性能,降低成本。
脱脂
脱脂是指将坯体中含有的有机物质通过加热或脱脂剂萃取等方法将成型体内的添加剂脱除,使坯体内部成多孔结构,为烧结工作提供条件。脱脂环节是整个注射工艺中最难控制,最易造成产品质量缺陷的环节。
近年来,人们成功的研究出很多新型的脱脂方法,并且得到了快速的发展和应用,如热脱脂、溶剂萃取脱脂、水萃取脱脂和催化脱脂等。热脱脂为陶瓷注射成型中最常用的方法,其所需设备较少、工艺简单、生产成本低,适合精密陶瓷部件,但脱脂所需时间长、反应慢,尤其是对于厚壁的陶瓷部件,热脱脂很容易产生鼓泡、肿胀、变形等缺陷,导致陶瓷部件尺寸受到限制,一般控制到10mm以内。溶剂萃取脱脂工艺大大缩短了脱脂时间,但是由于使用的溶剂大部分有一定毒性,因此不利于环保,且后期溶剂的处理使得成本大大增加。水萃取脱脂是基于溶剂萃取脱脂原理而开发出的一种新的脱脂方法,该工艺脱脂速率高,产品易保形,对环境不产生污染,但其对粘结剂有特殊的要求,一般的粘结剂不适合。催化脱脂快速且陶瓷坯体不易产生缺陷和变形,对于制备大尺寸和形状复杂的的结构陶瓷部件具有优势。
烧结
烧结是粉体在高温高压条件下结合成一体的过程,在高温高压条件下粉体之间的颗粒相互接触生成烧结颈,并且不断传质变大,直至陶瓷内的孔隙被完全排除。由于烧结致密化过程是依靠物质的传递和迁移实现的,因此必须存在某种化学梯度才能推动物质的迁移,由于粉体颗粒尺寸小、比表面积大,其具有较高的表面能,而烧结是一个自发的不可逆的过程,系统表面能降低是推动烧结进行的基本动力,所以烧结的结果是粉末颗粒之间发生粘结,使烧结制品的强度和密度增加。
烧结初期晶粒生长与致密化几乎同时进行,较小的颗粒使致密化从较低的温度开始,而较大的起始粒径使烧结体获得较高的致密化速率;烧结中后期晶粒生长伴随了烧结的全过程,晶粒生长不仅影响致密化,而且对制品显微结构的发展产生影响。因此,为了得到标准偏差较小的烧结密度较高的制品,在烧结过程中应该设置适当的升温速率和等温烧结速度,严格控制在烧结后期出现的温度波动,以及保证炉膛分布均匀,在陶瓷粉末注射成型过程中,烧结时一般采用致密化烧结法,通过增加烧结压力及减少陶瓷粉体粒径的方法来优化烧结工艺。


