精密陶瓷制造商
氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098





陶瓷成型是陶瓷工艺中必不可少的一环,它能帮助特种陶瓷在烧结前得到内部均匀和密度高的陶瓷坯体。可以说,成型工艺在很大程度上决定了坯体的均匀性和制备复杂形状部件的能力,并直接影响到材料的可靠性和最终陶瓷部件的成本。
针对不同用途的特种陶瓷,厂商往往会采用不同的成型工艺。但无论是干压成型,还是挤压成型,亦或者是流延成型,它们的成效都与结合剂的选择有莫大的关系。具体该怎么做,有道是术业有专攻,这种难题当然要交给专业人士——来自高化学株式会社的张满贵经理来解答。
陶瓷干压成型
陶瓷干压成型又称模压成型,是最常用的成型方法之一。它是将经过造粒、流动性好,颗粒级配合适的粉料,装入金属模腔内,通过压头施加压力,压头在模腔内位移,传递压力,使模腔内粉体颗粒重排变形而被压实,形成具有一定强度和形状的陶瓷素坯。
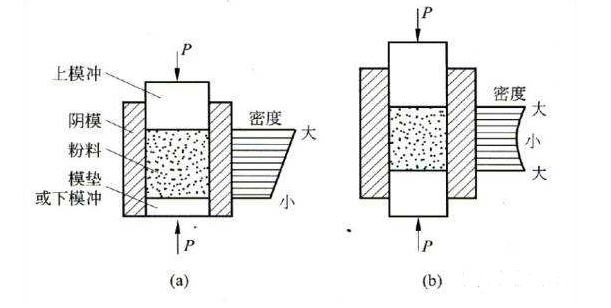
干压成型示意图
其中,造粒粉的性能,如形状、尺寸分布、流动性等会对陶瓷坯体的致密度有很大的影响,而粘结剂的质量则影响着造粒粉的性能。在干压成型过程中,粘结剂主要起粘合作用,增大假颗粒粒径,增加颗粒强度。若添加不当,那么干压成型时将很难获得高致密度的坯体。
到底什么样的粘结剂才最适合干法成型,张经理介绍说,干法成型粘结剂的选择要考虑以下几个因素:热分解性、易压碎性、强度、脱模性,以及粉体种类。在保证以上几点均符合要求的前提下,粘结剂最好选择无灰分残留的水系粘结剂,这样更加安全环保。
挤压成型
挤压成型工艺是生产制造等截面陶瓷产品中最常用的工艺之一。该工艺可以在低温、低压条件下将陶瓷粉体混合物挤出得到较长的等截面线材、管材或片材。该工艺除被广泛用于生产砖、地砖、管子、棒以及具有等截面的长形部件,截面形状非常复杂的部件也可采用挤压,最具代表性的就是用于汽车尾气排放的蜂窝陶瓷。
陶瓷挤压成型所用的浆料,是固体粉末和液体的混合物。制备挤压浆料的基本要求是:含有尽量少的粘结剂以保证最小的烧结收缩,具有良好的流变性以利于成型,同时必须保证坯体在挤出后具有保持一定形状的能力。因此对粘结剂选择时,需要留意其分解性、保水性、湿润性、保形性,确保陶瓷坯体的柔软性、强度和湿润度能够符合要求。
目前无机粘结剂由于烧结过程中“烧损”较少及残碳量低而受到重视,如水基粘结剂。但水基浆料容易发生固-液相分离现象,导致挤压压力不断升高而发生挤压机堵死的情况,必须提高浆料的稳定性以改善这种状况。
流延成型
流延成型最早应用于造纸、油漆和塑料等领域,是一种历史悠久的成型技术,主要包括制备浆料、球磨混合、成型、干燥、排胶和烧结等过程。与其他成型工艺相比,流延成型具有以下:设备工艺简单,可连续生产,产品的缺陷小,性能均一,生产效率高,非常适用于大型薄板的陶瓷部件的制备。
粘结剂作为流延带中唯一的连续相,它对流延带的强度、可塑性、柔韧性、平滑度具有最大的影响。据张经理介绍,流延成型法所用的粘结剂,保形性必须要好,以确保陶瓷薄板的成型精度,否则容易发生薄板开裂、卷曲等缺陷。具体可表现为:①不影响溶剂挥发,不产生气泡;②能防止颗粒沉降;③具有较低的玻璃化转变温度;④容易烧除,没有残余物留下;⑤不会与基板粘结。
陶瓷注射成型技术
陶瓷注射成型技术是一种精密陶瓷材料的快速成型技术,其特点是:适于制备体积小、形状复杂、尺寸精度要求高的陶瓷零件,能够实现自动化连续生产。该技术的生产过程包括如下几个主要步骤:混料、注射、脱脂和烧结。其中,粘结剂和脱脂工艺是该技术的核心。
粘结剂在整个陶瓷注射成型技术工艺中有两个基本作用:与陶瓷粉末均匀混合,使其在一定温度和注射压力下具有良好的流动性,能够顺利完成注射成型;在脱脂阶段,一方面能够通过一定的脱脂工艺快速、顺利地从陶瓷注射样品中脱除,另一方面又要维持样品完好的形状。为了满足上述基本要求,应用于陶瓷注射成型的粘结剂一般为多组分体系。对于水基粘结剂而言,一般包括如下组分:水溶性聚合物、非水溶性聚合物、表面活性剂、增塑剂和润滑剂。


