精密陶瓷制造商
氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098




碳化硅陶瓷的硬度非常高,脆性也很大,因此加工时容易出现崩边的情况。本文为大家介绍了一种如何有效提升加工效率以及加工质量的方法。
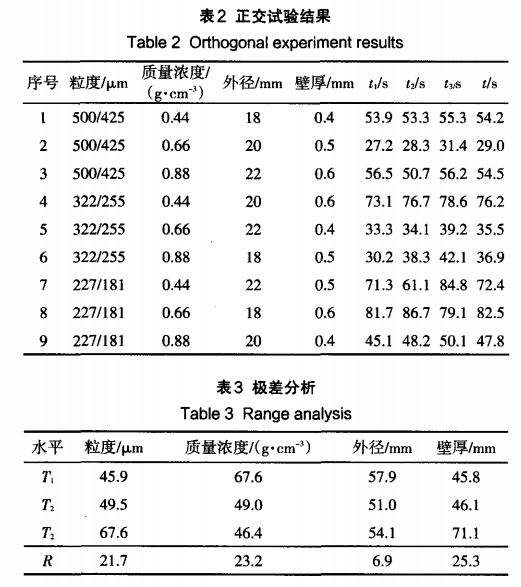
主轴转速为2500rpm,轴向压力为780N时,采用正交分析法获得的试验结果 ,如表2所示 。其中t、t2-,t、、t分别代表3次钻孔的时间及平均时间。对表2的正交试验结果进行极差分析 ,获得的计算结果 ,如表3所示 。其中 ( l、2、3)为各因素的 1、2、3水平试验结果之和的平均值 ,R为极差 。 从表3可以知道 ,电镀金刚石钻头的结构参数对碳化硅陶瓷孔加工效率的影响程度为:壁厚>浓度>粒度>外径 ,钻头的壁厚对孔加工效率的影响最大,外径对其影响最小 。因素最优水平组合为钻头壁厚 0.4 mm、金刚石磨粒的质量浓度 0.88g/cm 、粒度500/425 m、钻头外径20mm,此时碳化硅陶瓷的孔加工效率最高。图3为电镀金刚石钻头的结构参数对碳化硅陶瓷
孔加工质量在碳化硅陶瓷的孔加工过程中添加预紧力工艺装置 (垫板 ),预紧力从14.0kN逐渐增大至 17.0kN,碳化硅陶瓷孔入口处由于添加垫板的作用 ,有效缓解了钻头对陶瓷表面材料的冲击 ,防止裂纹的扩展 。而对于陶瓷孔的出口处 ,当预紧力从14.0kN增大时 ,其崩豁程度减小 、裂纹减少 ,孔加工质量越来越好 。这是由于在钻削过程中,钻头对碳化硅陶瓷底部未钻削的一层陶瓷材料具有挤压作用 ,从而使其产生拉伸破坏 ,而随 着预紧力 的增大 ,不断平衡陶瓷材料所受到的拉伸应 力 ,孑L出口发生的崩豁程度减小 ,获得了较好的孔加工 质量 ;但是当预紧力增大至15.8kN时,碳化硅陶瓷出、 入口的崩豁及裂纹现象改善程度较小 。这是因为 ,随着钻头对碳化硅陶瓷底部的最后一层陶瓷材料钻削的不断深入 ,钻头对最后一层陶瓷材料所产生的拉伸应力越来越大 ,此时预紧力的增量幅度难以完全平衡陶瓷材料受到的拉伸应力 ,只能继续小幅度地降低出口处陶瓷材料的崩豁程度 ,孔加工质量的改善幅度不明显 ,同时还容易增加碳化硅陶瓷发生破碎的可能性 ,且孔出口的崩豁现象不能完全避免。因此从实验的可操作性及安全性考虑 ,预紧力在 15.8~16.2kN时 ,碳化硅陶瓷孔的加工质量较好。
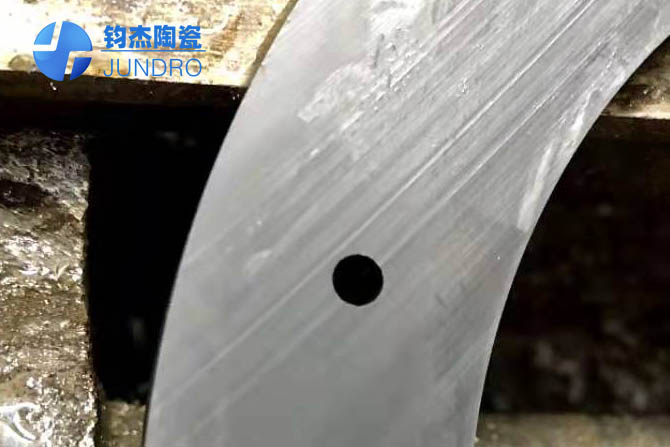
碳化硅陶瓷孔口
对碳化硅陶瓷工件施加 18.5kN的预紧力后 ,其孔加工质量明显提升 。可观察到,孔入口未现明显的裂纹及崩豁 ,孔壁较光滑 ,孔口有不可完全避免的轻微崩豁现象 ,碳化硅陶瓷的孔加工质量大为提高。


