精密陶瓷制造商
氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098





上篇文章可加工陶瓷喷嘴的微钻孔分析(六)
结果与讨论
首先 MACOR是有康宁公司生产的可加工陶瓷,其次介绍和讨论 SPF 方法的结果和 Macor 的切割机制。然后解决打孔的制造策略,最后,为 Uniscan M370 扫描液滴系统的喷嘴头打孔 (Uniscan Instruments, 2012)。
微型钻头的固有频率首先从第 5.1 节的模态动态 FEA 中获得。模态动态有限元分析中使用的总时间为 0.11 s,时间增量为 1 × 10−4 s。从模型中获取位于微钻底部中心节点处的位移幅度,并使用 FFT 将其转换为频域。图 8 显示,微型钻头在 1973 Hz 的频率下表现出最高的振动。此外,通过仅向微型钻头施加扭矩和轴向载荷来执行灵敏度分析。这些分析还证实,最高 FFT 位移幅度再次导致频率为 1973 Hz。此外,使用不同大小的扭矩和轴向载荷运行更多分析,其中最高 FFT 位移大小再次导致频率为 1973 Hz。因此,等式中使用了 1973 Hz 的自然/颤振频率。 (5) 定义微钻稳定瓣中间的主轴频率。在这项研究中,在 337.8 Hz 或 20,260 rpm 的主轴速度下计算的叶 2 中间的主轴频率用于验证 SPF 方法。
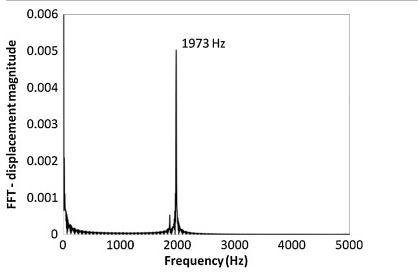
图 8. 直径为 100 μm、刃长为 1.3 mm 的微型钻头的固有频率
在使用 SEM 检查来自同一供应商的多个微型钻头后,选择两个微型钻头进行实验性钻孔试验。选择边缘半径为 0.8 ± 0.03 μm 的两个微型钻头用于验证 SPF 方法。实验轨迹在 KERN EVO 加工中心上进行,定位精度为 1 μm。使用干钻条件而不使用流体来排出去除的材料。两种微型钻头都使用 1.2 μm/槽的进给率。通过 SPF 方法计算出的 20,260 rpm 主轴速度用于第一个微型钻头的试验,进给速度为 48.6 毫米/分钟。主轴转速为 25,550 rpm,进给速率为 61.3 毫米/分钟,用于第二次微钻的轨迹。在进行钻孔试验之前,两种微型钻头的跳动量均已测量并控制在 0.5 微米以下。通过每次试验将孔深增加 25 μm 来逐步执行轨迹。据观察,第一次和第二次微钻的微钻分别在 300 μm 和 225 μm 孔深处断裂。这表明 SPF 方法定义的钻井参数导致纵横比高出 27%。观察到两种工具的破损位置都在工件表面的水平上。表 3 显示了在保持螺旋节距相同的情况下,五种不同长度的 FE 预测固有频率。结果表明,随着凹槽长度的增加,固有频率降低。这表明具有较长凹槽的微型钻必须使用较低的主轴速度。例如,2.3 mm 刃长的微型钻头第一稳定波瓣中间的主轴转速为 5875 rpm。

表 3. 有限元预测不同长度的长笛的固有频率。
切削速度为 106 mm/s,代表微钻尖的切削速度,主轴转速为 20,260 rpm,直径为 100 μm,应用于正交切削有限元模型的切削刀具。 模拟的未切削切屑厚度为 1.2 μm,而边缘半径为 0.8 μm。 图 9 显示了刀具与 Macor 工件接触后的温度场。 可以看出,微裂纹扩展,切削温度为37°。 这表明由于微裂纹的产生和传播,Macor 材料在颗粒中被去除。 这些结果表明在孔的钻孔表面上可能出现微裂纹,由于降低疲劳寿命,这是不希望的。 因此,实验试验中的钻孔已经用 SEM 进行了检查,在钻孔表面上没有观察到微裂纹。 这可以用图 9 解释,其中微裂纹出现在前刀面。
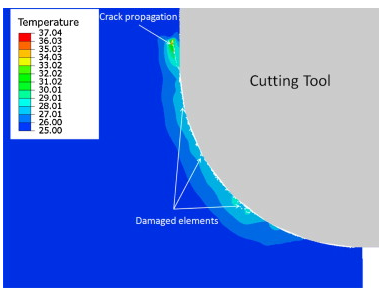
图 9. Macor 切割机制的有限元预测。
根据进行的实验和建模分析,采用 SPF 方法(主轴转速 20,260 rpm,进给速度 48.6 mm/min)确定的微钻孔参数用于加工 1 mm 深度的孔。钻孔是在 KERN EVO 加工中心上逐步完成的。钻孔分 10 步完成,其中每步达到 100 微米的深度。此外,钻孔是用空气冲洗进行的,以从孔中排出去除的颗粒。


