精密陶瓷制造商
氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098





上篇文章可加工陶瓷喷嘴的微钻孔分析(二)
方法论:图 1 显示了当前研究中使用的方法的概述。首先 MACOR是有康宁公司生产的可加工陶瓷,其次,用扫描电子显微镜 (SEM) 检查微钻并测量几何特征。测量的边缘半径用于对正交切削的有限元模型的切削刀具进行建模。获得了具有应变率相关粘塑性材料模型的各向同性热弹塑性材料模型的材料常数,并将其实施到正交切割的有限元模型中。正交切削的有限元模型用于预测切削过程的机理。
必须提到的是,正交切削的有限元模型已被用于预测微车削和微铣削中的切削力。在微孔加工中,正交切削的有限元模型只能考虑切削刃处的切削力,而不能考虑高纵横比下凿唇和摩擦的影响。提出了一种称为稳定峰值频率 (SPF) 的新方法,该方法可识别稳定的微型钻孔参数(进给率和主轴速度)。该方法需要将微型钻头振动的固有频率作为输入。固有频率是通过模态动态 FEA 获得的,其中工具几何形状与用于实验验证和生产的微型钻头相同。最后,通过钻孔直径为 100 μm、纵横比为 10 来制造扫描液滴系统的喷嘴。
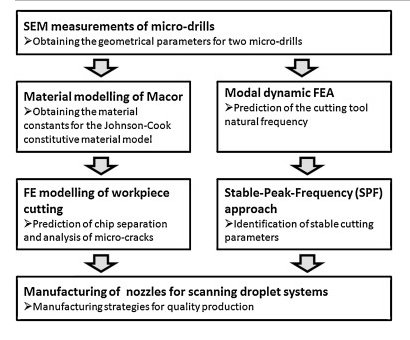
图 1、方法论概述
Macor 切割操作的材料模型
切削操作中常用的本构材料模型将流动应力描述为塑性应变、应变率、温度和其他机械性能(例如硬度、位错、微观结构等)的函数。 Johnson-Cook (JC) 本构材料模型是切割操作中使用最广泛的材料模型之一(Johnson 和 Cook,1983)。 JC 模型是一种各向同性的热弹塑性,具有应变率和温度相关的粘塑性(见方程(1))

其中T 是参考温度, Tr 是转变或室温, Tmelt 是熔化温度, A 是初始屈服应力, B 是硬化模量,n 是硬化指数,C 是应变率相关系数,m 是热软化系数。
JC 材料模型已广泛用于使用 2D 和 3D 有限元模型对切削力、切屑形成和残余应力进行建模,如 Ulutan 和 Ozel(2011 年)所述。此外,Jin 和 Altintas (2011) 使用 JC 材料模型使用滑移线理论在微观尺度上预测正交切削的切削力。 JC 材料模型还可用于应变率是重要因素的各种应用。
JC 模型主要用于加工具有高应变和应变率的材料。由于其经验性质,该模型还可用于描述低应变下应力、应变和应变率之间的关系。本节的主要目的是获得方程的材料常数。 (1) 对于 Macor,需要在不同的加载条件、应变率和温度下进行实验测试。 Chen (1995) 在不同的加载条件和高达 3600 s-1 的应变率下对 Macor 使用了改进的分裂霍普金森 (Kolsky) 压力棒测试。已经观察到微裂纹的大量传播和相互作用被认为发生,如接近失效的切线模量的非常低的值所表明的。
在 Macor 上的单轴测试实验中也观察到了非弹性变形。在所有获得破坏强度的实验中,试样都被轴向劈裂。观察到碎片尺寸随着应变速率的增加而减小,表明同时传播的裂纹数量随着应变速率的增加而增加。此外,测得的失效前毒物比的平均值为 0.21。泊松比一直保持相对恒定,直到发生微裂纹成核和生长时非常接近失败。微裂纹主要出现在玻璃相和结晶相之间的界面以及三重晶界结处。此外,微裂纹在显微照片的平面上似乎是随机取向的,并且是均匀分布的。 (未完待续)


