精密陶瓷制造商
氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13712574098




近年来,世界各国航空航天事业不断发展,航空航天制造领域对材料的要求不断提升。新型高性能材料和先进复合材料因具有多功能性、结构整体性及可设计性等众多优势,越来越受到各国研究人员的重视。随着航空发动机涡轮工作温度的不断提升,目前常用的合金材料的性能参数已接近实际工况要求的极限,有限的提升空间难以满足未来高推重比航空发动机发展的需要。碳化硅陶瓷基复合材料(CMC-SiC)具有密度低、强度高、耐高温、抗腐蚀等优点,同时材料内部纤维的增强和增韧作用有效克服了陶瓷材料断裂韧性差的缺点,使得这种新型复合材料在航空航天领域具有广泛应用潜力。根据内部纤维成分的不同,CMC-SiC主要分为两种类型:碳纤维强化碳化硅陶瓷基复合材料(C/SiC)和碳化硅纤维强化碳化硅陶瓷基复合材料(SiC/SiC)。CMC-SiC的密度仅相当于高温合金的30%,在不使用冷却和涂层技术的条件下,其工作温度较高温合金可提高200℃以上。在航空发动机中使用CMC-SiC材质构件,可以减轻自重,降低冷却空气使用量,提高涡轮前温度,降低燃油损耗。法国、美国和日本已经将CMC-SiC成功应用于航空航天飞行器的燃烧室、涡轮、喷管等热端构件及热防护系统。此外,CMC-SiC在核电能源、国防军工及海洋工程等领域也具有广阔的应用前景。
航空航天领域的新型CMC-SiC材质构件正朝着结构设计复杂化和组合形式多样化方向发展,要将CMC-SiC材质构件装配到航空航天飞行器中,材料经过加工的功能化结构的精度需要达到设计要求。例如,作为航空发动机动力能源装置关键构件的CMC-SiC叶片和CMC-SiC涡轮外环,其形状日益复杂、尺寸日益增大,宽弦风扇叶片、掠形转子叶片等复杂新型结构不断被研发出来。加工尺寸超差的构件的表面质量与尺寸精度无法满足发动机装配质量要求,将其装配到航空航天飞行器中,不仅会严重影响发动机的使用功能和性能,更无法体现具有优异热力学性能的CMC-SiC在航空航天严苛工作环境中的应用价值。可见,CMC-SiC材质构件的精密加工作为决定航空航天产品使用性能优劣的一项基础加工工艺,其重要性不言而喻。
CMC-SiC作为耐磨阻热的高性能新型陶瓷基复合材料,配合优质高效激光加工技术,在航空航天领域应用前景广阔。本文面向航空航天制造领域的重大需求与国际前沿,通过分析CMC-SiC的激光加工研究现状与进展,指出了CMC-SiC材料激光加工技术的发展趋势,旨在为我国新型航空航天CMC-SiC材质构件的精密制造提供理论依据与技术参考。
1常规加工技术在CMC-SiC加工中面临的瓶颈
陶瓷基复合材料属于具有超高硬度的难加工材料,特别是各向异性的CMC-SiC,目前行业内主要依靠金刚石刀具磨削对CMC-SiC进行精密加工。其优点是加工尺寸可控,缺点是刀具磨损严重,导致批量加工件的一致性较差。此外,极易在加工区域产生毛刺、分层、撕裂及崩边等缺陷,这些加工缺陷会直接影响加工质量,甚至导致零件报废。区别于传统加工方法,可应用于CMC-SiC的特种加工技术包括超声加工、高压水射流加工、电火花加工、激光加工。其中超声加工的优点是不存在热影响区,缺点是预制成型工具成本高,且加工中仍有纤维脆性断裂现象;高压水射流加工的优点是加工速度快,缺点是容易造成加工区域边缘撕裂;由于CMC-SiC略有电导性,可以利用电火花加工进行处理,但是在精密加工领域,电火花加工技术对材料有严重的热影响。超声加工、水射流加工及电火花加工的效果如图1所示。在这些加工技术中,激光加工的优势明显,包括加工质量高、非接触式加工、对材料输入热量低、适用材料范围广,以及易于和数控技术结合实现自动化。从制造技术的未来发展趋势来看,激光加工将成为CMC-SiC材质构件精密制造的主流技术。
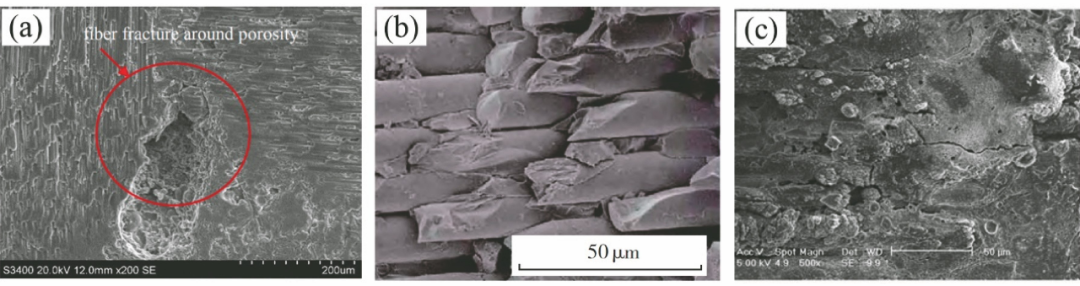 图1 CMC-SiC在特种加工中产生的缺陷。(a)超声加工;(b)水射流加工;(c)电火花加工
图1 CMC-SiC在特种加工中产生的缺陷。(a)超声加工;(b)水射流加工;(c)电火花加工
2CMC-SiC激光加工研究现状
2.1 CMC-SiC与激光相互作用的机理
CMC-SiC主要由最外侧的SiC层和内部的SiC基体、纤维及界面层组成,在纤维编织结构中还包含许多微小孔隙,复杂的材料结构致使CMC-SiC在激光加工过程中会产生与一般均质材料不同的物理和化学变化。在纤维增强复合材料与激光相互作用机理方面,国内外学者基于理论与实验进行了大量探索。吴恩启等理论研究了碳纤维增强复合材料的热传导规律,推导出了复合材料内部纤维束平面内热扩散系数与相位梯度的关系。纤维编织复合材料具有各向异性的特点,纤维束方向会直接影响热传导规律,且复合材料的热扩散系数与编织方式和基体材料分布相关。Allheily等研究了高能量激光对碳纤维增强复合材料的烧蚀机制,发现碳纤维增强复合材料对激光辐照产生的热量具有很强的隔绝作用,主要原因在于碳纤维能够承载并吸收热量,层间基体材料的烧蚀可以有效降低激光能量的积累。Zhai等使用波动光学仿真软件分析了C/SiC原始表面粗糙度对激光加工效果的影响,仿真结果表明C/SiC原始表面形貌对激光刻蚀效果有显著影响,激光辐照在C/SiC表面凸起的不同位置时,电场会发生偏移或减弱,电场强度的不均匀分布导致C/SiC表面不同区域的刻蚀形貌存在差异,如图2所示。
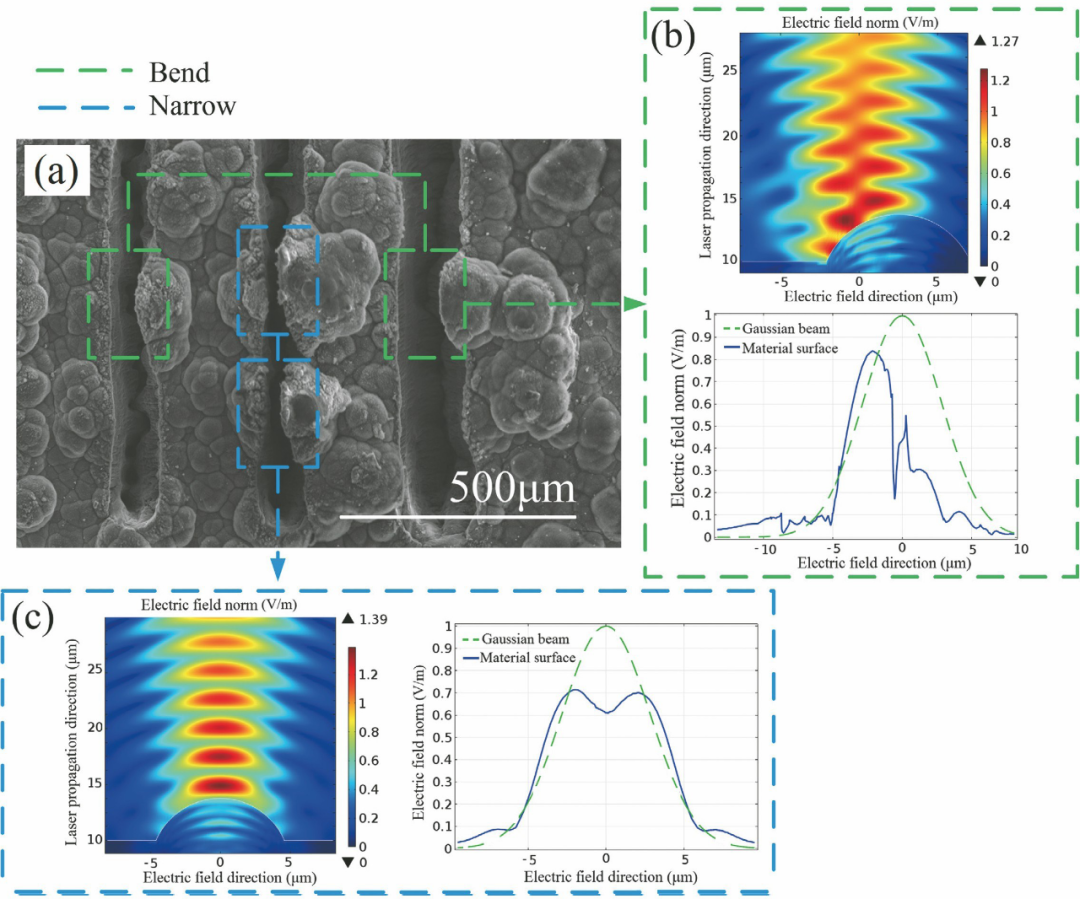
图2 实验及仿真结果对比:(a)电镜图;(b)弯曲形貌;(c)狭窄形貌
为了研究不同参数的激光对纤维增强复合材料的作用机制,Takahashi等分别使用波长1064 nm的红外激光和266 nm的紫外激光对碳纤维增强复合材料进行了加工,分析了激光与纤维增强复合材料的作用机理。波长较长的红外激光主要依靠热作用去除材料,加工区域边缘存在热影响区,而波长较短的紫外激光则依靠光化学作用去除材料,加工区域边缘热影响区比较小,如图3所示。Zhai等使用重复频率为200 kHz的脉冲激光对SiC/SiC进行了表面加工,实验结果表明较高的重复频率有利于提高加工速度,但是过大的光斑重叠率会导致脉冲间的热积累现象显著。这种热效应对SiC/SiC加工是不利的,会导致材料表面氧化及加工精度下降。
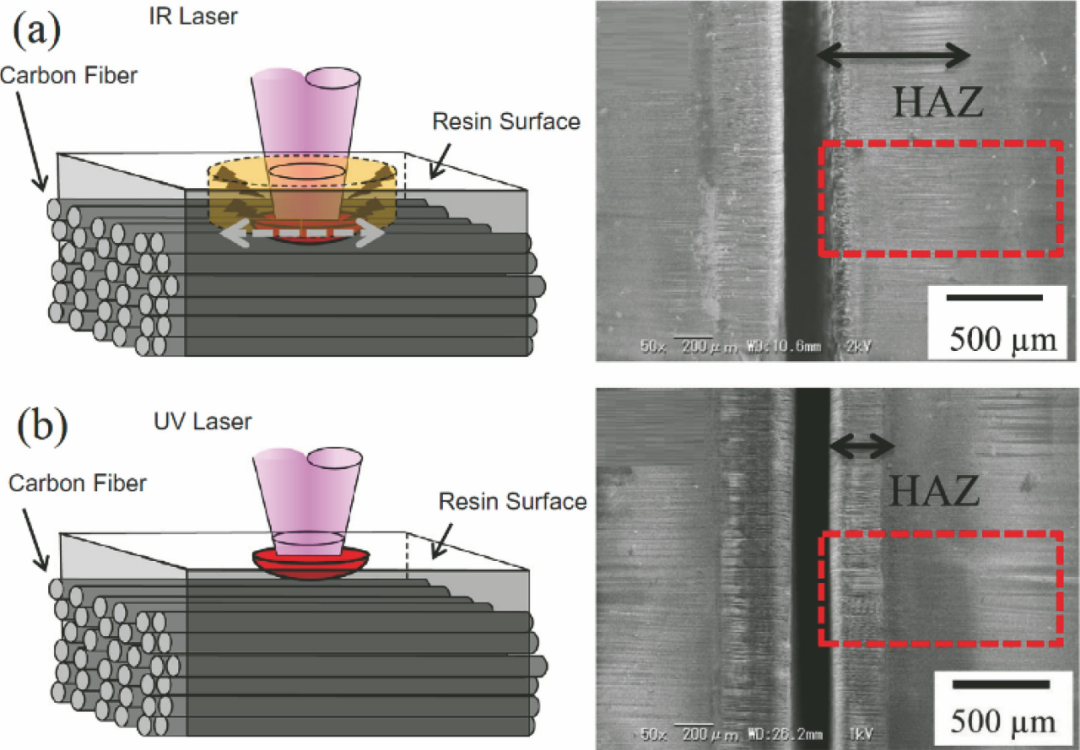
图3 不同波长激光对纤维增强材料的作用效果对比:(a)红外激光;(b)紫外激光
研究人员利用仿真计算软件从热力学、波动光学等不同角度对激光与CMC-SiC相互作用机理进行了探讨,通过实验研究了激光波长、脉冲重复频率等加工参数对刻蚀效果的影响。但是,依靠单一能场的固定化方法难以较为全面地揭示激光与CMC-SiC材料的耦合光、热、力等因素的作用机理。
2.2 连续及长脉冲激光加工中的典型热致缺陷
为了实现短时间内大去除量的高效加工,大功率长脉冲激光器被应用于纤维增强复合材料的激光加工中。Liu等对连续激光辐照下碳纤维增强复合材料的热机械响应进行了实验研究,结果表明材料的层间破坏是由热载荷引起的。在连续激光的辐照下,材料表层基体热解,由于热应力集中,材料出现了明显的层间开裂,如图4所示。Luan等研究了碳纤维增强复合材料在高功率CO2激光辐照下的烧蚀行为,研究发现微结构的生成与演化主要取决于激光光斑辐照区域局部温度的差异,光斑中心区域较高的温度会导致碳纤维发生剧烈的烧蚀。
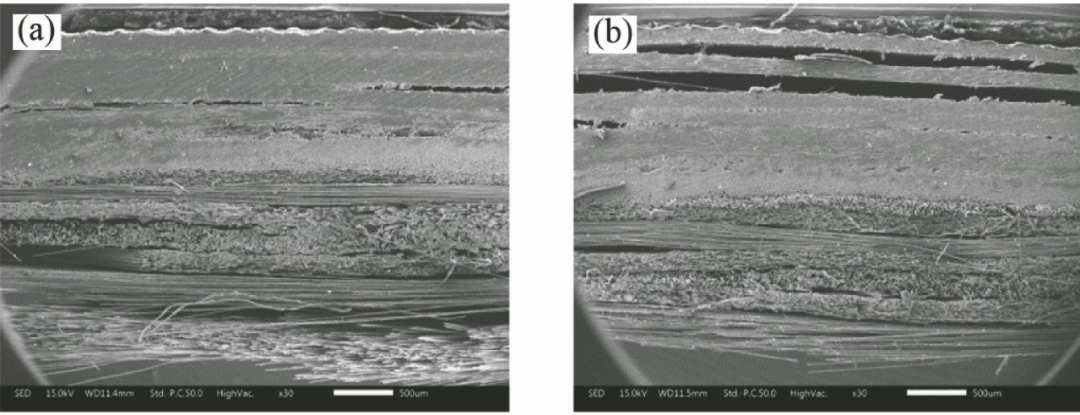
图4 不同功率激光导致的层间开裂:(a) 500 W;(b) 1000 W
为了改善连续激光辐照纤维增强复合材料造成的层间开裂,国内外学者利用脉冲激光进行了复合材料的烧蚀去除研究。Pan等利用大功率毫秒激光器对C/SiC进行了单脉冲及多脉冲的烧蚀实验,毫秒激光烧蚀同样给材料带来了巨大的热冲击载荷及温度梯度,随着激光功率密度的增加,光斑中心区域的烧蚀现象越来越严重且出现了表面裂纹,数量众多的球形SiC颗粒沉积在烧蚀区域边缘。C/SiC基体与纤维的烧蚀不规则,导致加工区域形貌杂乱无章,如图5所示。Marimuthu等研究了SiC增强复合材料在毫秒激光打孔过程中的成孔机理,通过高速相机观察发现毫秒激光加工中存在着明显的熔融体喷射现象,且伴随有等离子体产生,从孔口喷出的熔融体主要由烧蚀过程中产生的蒸汽压力驱动。过强的热作用导致孔口及侧壁形貌不规则,严重影响了加工质量。
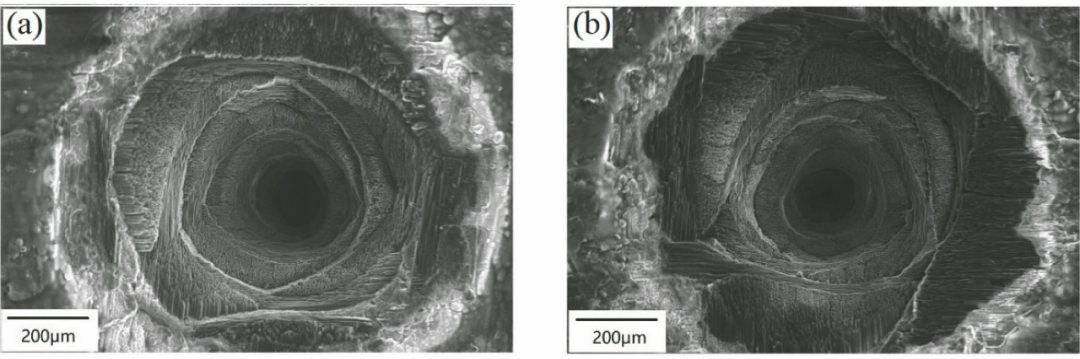
图5 不同脉冲数激光作用下C/SiC的表面形貌:(a) 50个脉冲;(b) 100个脉冲
CMC-SiC由多层纤维编织而成,在激光加工中会产生与一般均质材料不同的缺陷。Wu等利用脉冲激光对C/SiC进行了沿垂直纤维、平行纤维、纤维中轴三种扫描方向的加工实验,在加工参数相同的前提下,扫描方向不同得到的微结构形貌尺寸不同,并且在微结构中发现了纤维断裂、基体缺失及微裂纹等加工缺陷,如图6所示。Hejjaji等在碳纤维增强复合材料的激光打孔过程中也发现了明显的基体缺失,造成这种现象的原因是碳纤维具有较高的热传导率,在激光辐照过程中材料吸收的热量沿纤维传导至基体材料,大量的热吸收导致基体材料被烧蚀。同时,加工区域边缘基体材料缺失导致的纤维外露现象尤为明显。
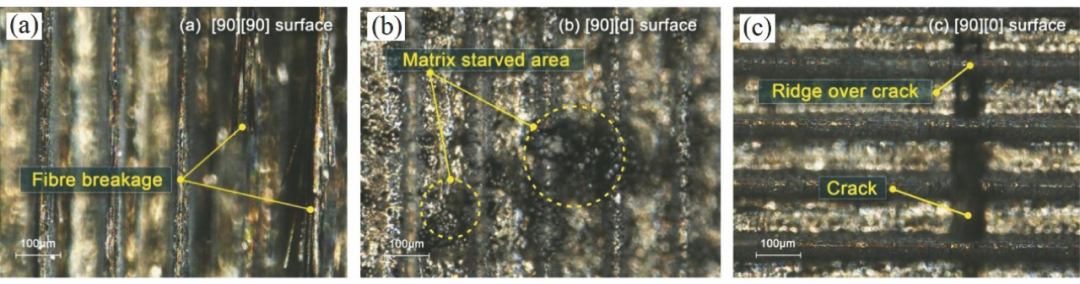
图6 C/SiC在激光加工中产生的缺陷:(a)纤维断裂;(b)基体缺失;(c)微裂纹
在CMC-SiC的激光加工过程中,表面氧化同样是一项需要重点控制的加工缺陷。SiC是CMC-SiC的主要构成成分,受到脉冲辐照所产生的热作用影响会生成SiO2,即材料表面发生氧化。Wu等在空气环境中使用脉冲激光对C/SiC进行了加工,经过对实验结果的观测,发现加工区域的底部、侧壁及边缘都覆盖有白色颗粒物,如图7所示。能谱分析表明沉积的颗粒物的主要成分是C、Si和O。Dang等制备了4种不同成分的C/SiC,并对激光烧蚀过程中的材料组织演变进行了表征。在激光辐照的高温低氧环境中,不同成分C/SiC的加工区域边缘均产生了氧化,同时在光斑中心区域发现了残留针状碳纤维和无基体的纳米碳层,说明C/SiC中心区域发生了明显的石墨化。
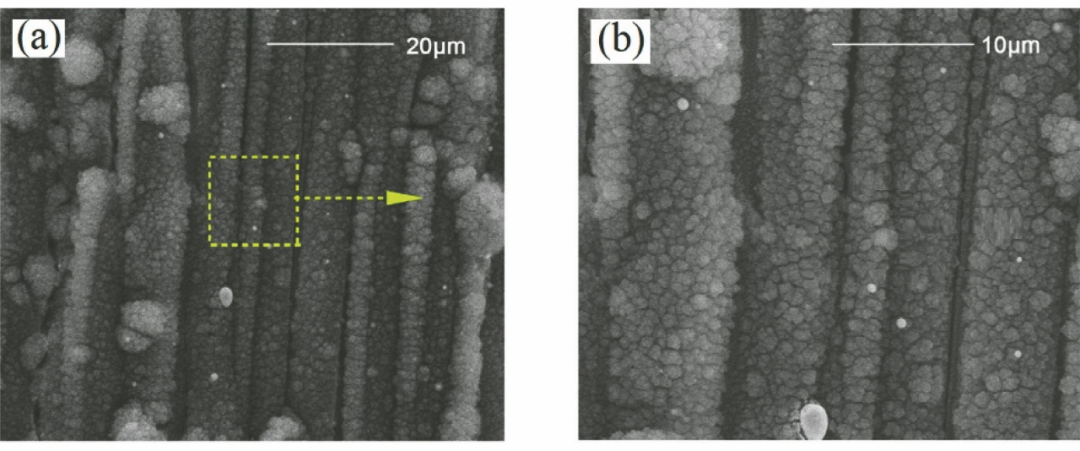
图7 空气环境中激光加工C/SiC时的氧化现象:(a)加工区域;(b)局部放大图
在长脉冲激光加工过程中,激光诱导等离子体的电离程度不高,材料去除主要依靠热累积所引起的熔化与气化,加工过程中热作用非常明显。CMC-SiC由多层纤维编织而成,纤维能够承载并吸收热量,热应力集中会导致材料产生分层、基体缺失及微裂纹等加工缺陷。在CMC-SiC的激光加工过程中,表面氧化同样是一项需要重点控制的加工缺陷。
2.3 CMC-SiC的超短脉冲激光加工
为了控制CMC-SiC中由激光热作用导致的加工缺陷利用超短脉冲激光对CMC-SiC 进行精密加工成为国内外学者研究的热点。蔡敏等对比了纳秒激光和皮秒激光的SiC/SiC加工效果,结果表明:纳秒激光加工过程中材料表面同样存在热影响区,导致激光辐照区域产生了重铸层、分层及微裂纹等缺陷;利用皮秒激光加工,相对纳秒激光,SiC/SiC的加工质量有显著提高,激光辐照区域未发现热影响区,即重铸层、分层、微裂纹等缺陷在皮秒激光加工中得到了有效抑制。Liu等利用皮秒激光开展了C/SiC的微孔加工实验,研究发现:当激光功率密度较低时,孔内形成的反冲气压同样较低,导致孔内碎屑不能有效喷出;升高激光功率密度后,加工过程中孔内产生强烈的冲击波,形成的反冲高压使得碎屑从孔内高速向外喷射,微孔加工质量明显提高。Moreno等开展了飞秒激光加工纤维增强复合材料的实验研究,发现内部基体材料的尺寸和形状对激光加工质量存在较大影响。在飞秒激光参数的合理调控下,纤维增强复合材料获得了良好的加工质量。Zhai等在SiC/SiC上利用飞秒激光进行了多种微结构的制备研究,检测报告显示SiC/SiC加工区域轮廓清晰,没有出现机械加工常见的崩边、纤维拔出,以及长脉冲激光加工中明显的热影响区。为了验证加工效果,利用飞秒激光在SiC/SiC表面制备了大面积的微槽结构,加工效果如图8所示。
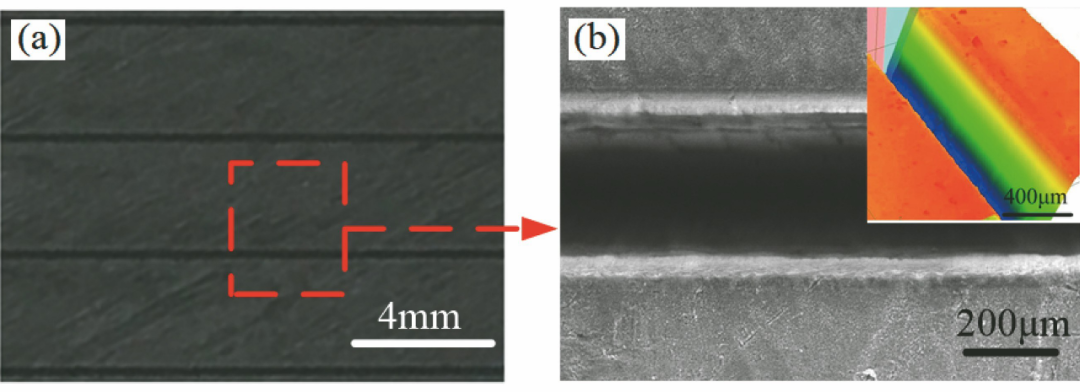
图8 SiC/SiC的飞秒激光加工效果:(a)加工区域;(b)局部放大图
脉冲宽度是影响激光束与材料相互作用的重要因素,脉冲激光包括长脉冲激光(>100 ns)、短脉冲激光(10 ps~100 ns)及超短脉冲激光(<10 ps),不同脉宽激光与CMC-SiC的作用机理如图9所示。连续激光及大功率长脉冲激光作用下,CMC-SiC的材料去除主要依靠热累积所引起的熔化与气化;纳秒激光属于短脉冲激光,在CMC-SiC加工中产生的热作用相对较小,CMC-SiC的刻蚀过程中包含光热与光化学两种作用;皮秒及飞秒激光的脉冲宽度极短,CMC-SiC表面刻蚀中几乎不存在热作用。在光化学作用下,材料连续吸收光子能量后发生电离,产生的等离子体高速喷射而出,CMC-SiC的材料去除通过相爆炸、库伦爆炸、光子机械破损等效应的耦合作用完成。因此,超短脉冲激光凭借脉冲持续时间短、峰值功率密度高的特性,可用于实现CMC-SiC的非热熔性冷加工。
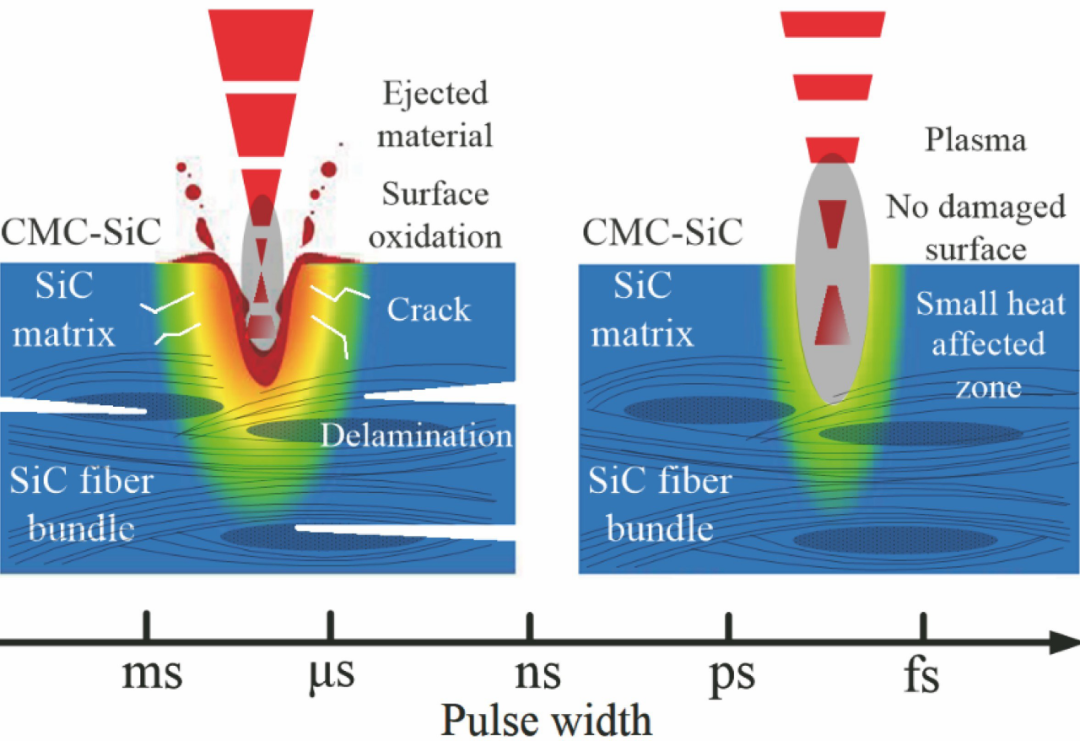
图9 不同脉冲宽度激光与CMC-SiC的作用机理
2.4 激光加工工艺优化
为进一步提高材料的加工质量,国内外学者在激光加工过程中尝试提出了多种优化方法。针对厚度较大的碳纤维增强复合材料的激光切割方法,Herzog等按照激光焦点移动方式将其划分为三种:焦点固定切割方式的切割深度最浅,焦点纵向进给切割方式的切割深度有所加深,但是材料的各向异性会导致切口内激光发生多次反射,所以这两种切割方式都存在切口弯折现象,焦点平移配合纵向进给切割方式的加工质量最高,切割深度最深可达13 mm,加工效果对比如图10所示。Wang等对空气环境中超音速气流和静态条件下C/SiC的激光烧蚀行为开展了实验研究,对比不同条件下的实验结果可以发现,超音速气流的机械冲蚀作用增加了激光对C/SiC的烧蚀速率,同时,超音速气流带来的冷却效果及剪切应力使烧蚀表面变得平滑。为了避免SiO2氧化层的出现,可以在激光加工的同时施加惰性气体保护,常用的惰性气体包括氮气和氩气。但是,Nasiri等研究发现氮气在高温环境下会和SiC及其氧化物发生化学反应,生成Si3N4。因此,可以选择氩气作为激光加工过程中的保护气体,用于有效抑制C/SiC的表面氧化。
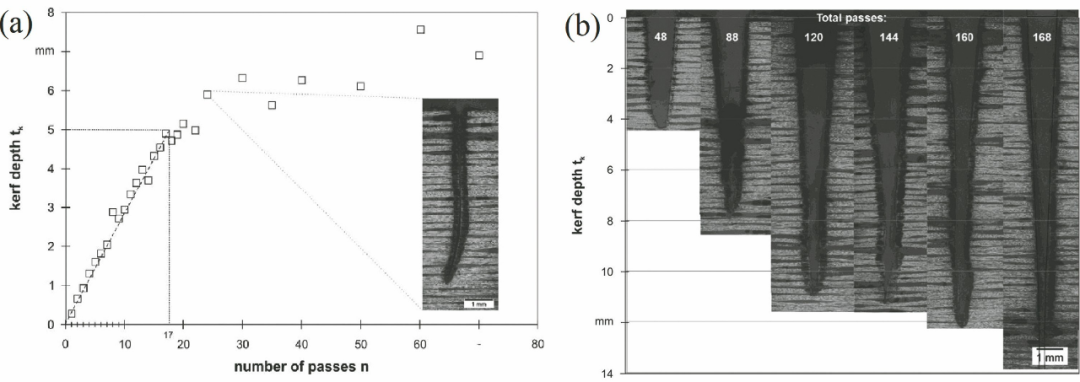
图10 激光切割效果对比:(a)焦点固定式切割;(b)焦点平移配合进给式切割
激光复合制造技术将激光与其他能场或工艺结合到同一加工过程中,对于金属、陶瓷等材料,可以产生比单种能场更优的加工效果。Kang等发现超声振动能够降低激光加工中熔池的温度及材料的氧化速率,从而有效地抑制了重铸层的形成。Ho等通过施加静电场削弱等离子体团聚并加速喷溅颗粒物运动,提高了超短脉冲激光打孔过程中的材料去除率。Lu等研究了外部电磁场同时作用下材料的激光加工效果,实验结果表明电磁场对等离子体的运动有影响,且提升了材料加工质量。上述研究表明,激光的多能场复合加工有助于提高激光加工的质量和效率。
针对不同表面微结构研究最佳光束扫描路径优化算法,可以有效提高激光加工质量的一致性及可重复性。在激光加工过程中,辅助以高速气流或惰性气体可以避免SiO2氧化层的出现。在激光加工过程中,合理使用辅助物理环境,能够起到降低等离子团聚、减小热应力、增加材料去除率等效果。但是,相关研究均处于概念化的探索阶段,缺乏系统的理论研究,还无法将这些辅助加工技术实际应用于CMC-SiC的激光加工中。
3CMC-SiC激光加工技术发展趋势
航空航天领域中新型CMC-SiC材质构件正朝着结构设计复杂化和组合形式多样化方向发展,这无疑对CMC-SiC材质构件的制造质量提出了更高要求,即必须保证在复合材料构件上高效加工出极低损伤的多类异型结构,实现构件的小变形、近无缺陷加工。激光加工是集多学科于一体,各学科交叉融合形成的高端制造技术,其加工复杂结构的能力、品质与灵活性远高于传统加工技术,已成为带动高端制造业发展,替代传统制造最有效的技术手段。其中,超短脉冲激光作为一种精密加工手段受到了世界各国研究人员越来越广泛的关注,尤其是近年来钛宝石自锁模振荡器、啁啾脉冲放大技术、全固态飞秒、光纤飞秒等重大技术不断创新和发展,使得飞秒激光器在高重复频率、高功率、稳定性和实用性等方向上取得了大幅的突破。因此,使用超短脉冲激光加工复合材料已成为精密加工技术发展的新方向。与国外发达国家相比,我国先进复合材料的相关加工技术,特别是实现精密零件成型所需要的材料二次制造工艺,相对落后。为了突破精密加工面临的技术瓶颈,未来应主要围绕以下三个方面发展CMC-SiC材料激光加工技术。
CMC-SiC材料与超短脉冲激光相互作用机理方面:为了更为全面地揭示激光与CMC-SiC的耦合光G热G力等因素的作用机理,需要基于热应力耦合分析、激光诱导等离子体流体力学、波动光学等方法及理论,进一步研究和完善材料表面微结构的激光刻蚀机理,准确地掌握材料表面微结构的生成条件和演化机制。深入分析CMC-SiC加工缺陷的产生原因,为激光加工工艺的优化及加工质量的改善奠定理论基础。
CMC-SiC材料的超短脉冲激光加工工艺方面:为了进一步提高CMC-SiC的激光加工效率与质量,避免等离子团聚导致的低效率,以及激光热效应致使的界面裂纹、表面氧化等问题,需要研究基于激光耦合多能场(电磁场、动能场、热场及化学场等)的材料去除工艺。分析相变、冲击波、超声振动、热化学作用及基团改性联合作用对材料精确可控去除的影响规律,合理利用激光多能场的协同作用与叠加作用。
激光加工的CMC-SiC材质构件的应用方面:因航空航天领域CMC-SiC材质构件的形式结构具有多样化,需要根据不同的加工条件与技术需要,通过深度融合材料、制造、控制、信息等各学科,来进行激光束路径规划及高速扫描、装备在线监测与补偿、工件特征三维检测与识别、光机电协同控制等核心技术的研究。使CMC-SiC材质构件的制造过程更加智能化,形成具有国际核心竞争力的激光制造关键技术、工艺、装备和应用体系。
4结束语
CMC-SiC属于一种新研制复合材料,目前针对CMC-SiC的激光加工研究还停留在基础阶段,相关研究主要集中于分析各种激光参数变化对CMC-SiC加工效果的影响。CMC-SiC由多层纤维编织而成,在激光加工中会产生与一般均质材料不同的缺陷。连续激光及大功率长脉冲激光带来的热效应非常明显,激光加工具有效率高、质量较低的特点。虽然已有研究证实通过合理调控超短脉冲激光加工参数可获得较好的加工质量,但是相关研究均处于工艺摸索阶段,缺乏系统的理论与实验研究支撑。因此,需要基于热应力耦合分析、激光诱导等离子体流体力学、波动光学等方法及理论,进一步研究和完善激光对CMC-SiC的作用机理,准确地掌握表面微结构的生成条件和演化机制。在此基础上,开展CMC-SiC的超短脉冲激光多能场复合加工技术研究,寻找基体材料热损伤的物理机制和抑制策略,大幅度提高CMC-SiC的加工效率与质量。协同材料、制造、控制、信息等学科,研究激光束路径规划及高速扫描、装备在线监测与补偿、工件特征三维检测与识别、光机电协同控制等关键技术,以满足CMC-SiC材质构件的结构设计复杂化和组合形式多样化的发展需求。
通讯作者
梅雪松,西安交通大学教授,博导 本文引自:先进陶瓷复合材料公众号,仅供学习参考,如涉及版权请联系删除。


